
For MIG welding with argon, the recommended pressure setting is between 20 to 30 cubic feet per hour (CFH). Consistent flow is crucial for optimal performance.
Understanding the appropriate pressure setting for argon gas in MIG welding ensures strong, clean, and high-quality welds. Argon gas plays an essential role as a shielding gas, protecting the weld pool from atmospheric contamination that could compromise the integrity of the weld.
Welders must calibrate their equipment to maintain the right argon flow rate, which directly affects the weld’s appearance and penetration. Accurate setup of argon pressure is not just critical for the welding result but also for cost efficiency, preventing excess gas usage. Proper application of these settings can make the difference between a professional job and a compromised weld.
Credit: weldguru.com
Importance Of Argon Pressure In Mig Welding
Argon gas pressure is critical in MIG (Metal Inert Gas) welding. Proper pressure ensures that the shielding gas protects the weld pool adequately from atmospheric contamination. This leads to strong, clean welds every time. With the correct pressure, welders avoid common issues like porosity or excessive spatter.
Optimal Pressure For Argon In Mig Welding
The right argon pressure depends on several factors such as material thickness, joint design, and welding current. Generally, the optimal range is between 15 and 25 cubic feet per hour (cfh). Follow these guidelines:
- Thin materials: Use lower pressure.
- Thick materials: Use higher pressure.
- Follow welder’s manual for specific settings.
Effects Of Incorrect Argon Pressure In Mig Welding
Incorrect argon pressure can cause problems.
| Pressure | Effects |
|---|---|
| Too High |
|
| Too Low |
|
Regularly check and adjust the pressure gauge to avoid these issues.
Credit: www.electronicshub.org
Determining The Correct Argon Pressure
Ensuring the proper argon pressure for MIG welding is crucial. It affects the quality of the weld. This section will guide you through setting the right pressure for different scenarios.
Considering The Welding Material And Thickness
The type of material and its thickness are key in setting argon pressure. These factors change how argon acts during welding. A higher pressure may be needed for thicker materials. For thinner materials, a lower pressure helps prevent burning through.
| Material Thickness | Recommended Argon Pressure (CFH) |
|---|---|
| 0.5 mm | 15-20 |
| 1.0 mm | 20-25 |
| 5.0 mm | 25-30 |
| Over 5.0 mm | 30-35 |
Adjustments may be needed based on welding position and environment.
Consulting The Welding Machine Manual
Welding machines come with manuals. Always check the manual for specific instructions. Manufacturers often include recommended settings for argon gas flow. This could correspond to the model’s design and welding capabilities.
- Consult manual for baseline settings.
- Adjust pressure as per thickness guide.
- Consider a welding test to fine-tune.
Following the manual ensures safety and machine performance.
Adjusting Argon Pressure For Different Welding Applications
Perfecting the art of MIG welding involves fine-tuning Argon pressure for a variety of applications. Each metal, thickness, and welding angle demands specific adjustments to the flow of Argon, to achieve the desired weld quality and integrity. Understanding how to adjust Argon pressure empowers welders to produce consistent, high-standard work across diverse welding tasks.
Choosing The Right Flow Rate
Selecting the correct Argon flow rate is crucial for both weld quality and economic use of gas. The flow rate influences the weld puddle, bead, and overall stability of the shielding environment. Typically, rates range from 15 to 25 cubic feet per hour (CFH), but this can vary depending on the weld.
- Thin metals – Lower flow rates suffice.
- Thicker materials – Require higher flow rates for adequate coverage.
- Outdoor welding – May need higher rates to combat wind.
Using a flowmeter aids in setting precise rates, ensuring the right amount of shielding gas for each project.
Modifying The Regulator Settings
To adjust Argon pressure, the regulator on the gas cylinder must be set correctly. A simple step-by-step approach ensures proper modification for each welding application.
- Ensure the power source is off.
- Open the cylinder valve slightly.
- Adjust the regulator to the required pressure.
- Tighten the regulator locknut to secure the setting.
Remember, each welding situation might demand a different Argon pressure, directly affecting the outcome and quality of the weld. Practice and experience, along with these guidelines, will lead to the best setting choices.

Credit: xpressmobilewelding.com
Common Mistakes To Avoid In Regulating Argon Pressure
Setting the correct pressure for Argon in MIG welding makes a huge difference. It helps create strong, clean welds. A wrong pressure setting leads to a range of issues. These can hurt the welding process. Let’s talk about some common mistakes people make with Argon pressure.
Over-pressurization Of Argon
Too much pressure causes problems. Here’s why over-pressurization is bad:
- Waste of Argon: More Argon flows than needed.
- Poor weld quality: The gas can blow away shielding, leading to contamination.
- Increased cost: Using too much Argon gets expensive over time.
To prevent these issues:
- Check the gauge regularly.
- Adjust the regulator to the recommended setting.
- Always double-check settings before starting.
Under-pressurization Of Argon
Too little pressure also causes trouble. Here are the downsides of under-pressurization:
- Inadequate shielding: Without enough gas, air gets into the weld area.
- Weak welds: Oxygen and nitrogen can weaken the weld joint.
- Porosity: This means tiny holes can form inside the weld.
To fix this issue:
- Ensure the gauge is not broken.
- Match the regulator to the proper pressure.
- Do a trial run to see if the gas coverage is good.
Monitoring And Maintaining Argon Pressure
Achieving the perfect weld often depends on using the right argon pressure. It’s crucial to monitor and maintain this pressure for quality MIG welding. Let’s dive into how to keep argon pressure in check.
Using Pressure GaugesUsing Pressure Gauges
Pressure gauges are your first line of defense. These devices display the current pressure of argon gas. Always ensure your gauge reads between 20 to 30 cubic feet per hour for optimal performance. Correct pressure means better welds.
- Install the gauge securely to prevent leaks.
- Read the gauge before starting and adjust as needed.
- Perform a flow test if readings seem off.
Regular Inspections And Maintenance
Regular checks keep your welding equipment in top shape. Inspect hoses and regulators for damage. Look for signs of wear or corrosion. Schedule maintenance sessions every few months to avoid unexpected downtimes.
- Examine hoses for cracks or wear.
- Check regulators for consistent pressure.
- Replace any faulty components immediately.
Remember, proper pressure ensures strong welds. Stick to these guidelines to maintain your weld quality and safety on the job.
Frequently Asked Questions Of What Pressure Should Argon For Mig Welding
What Pressure Should I Run Mig Welding Gas?
The recommended pressure for MIG welding gas typically ranges from 15 to 25 cubic feet per hour (CFH). Always check your welder’s manual for specific requirements.
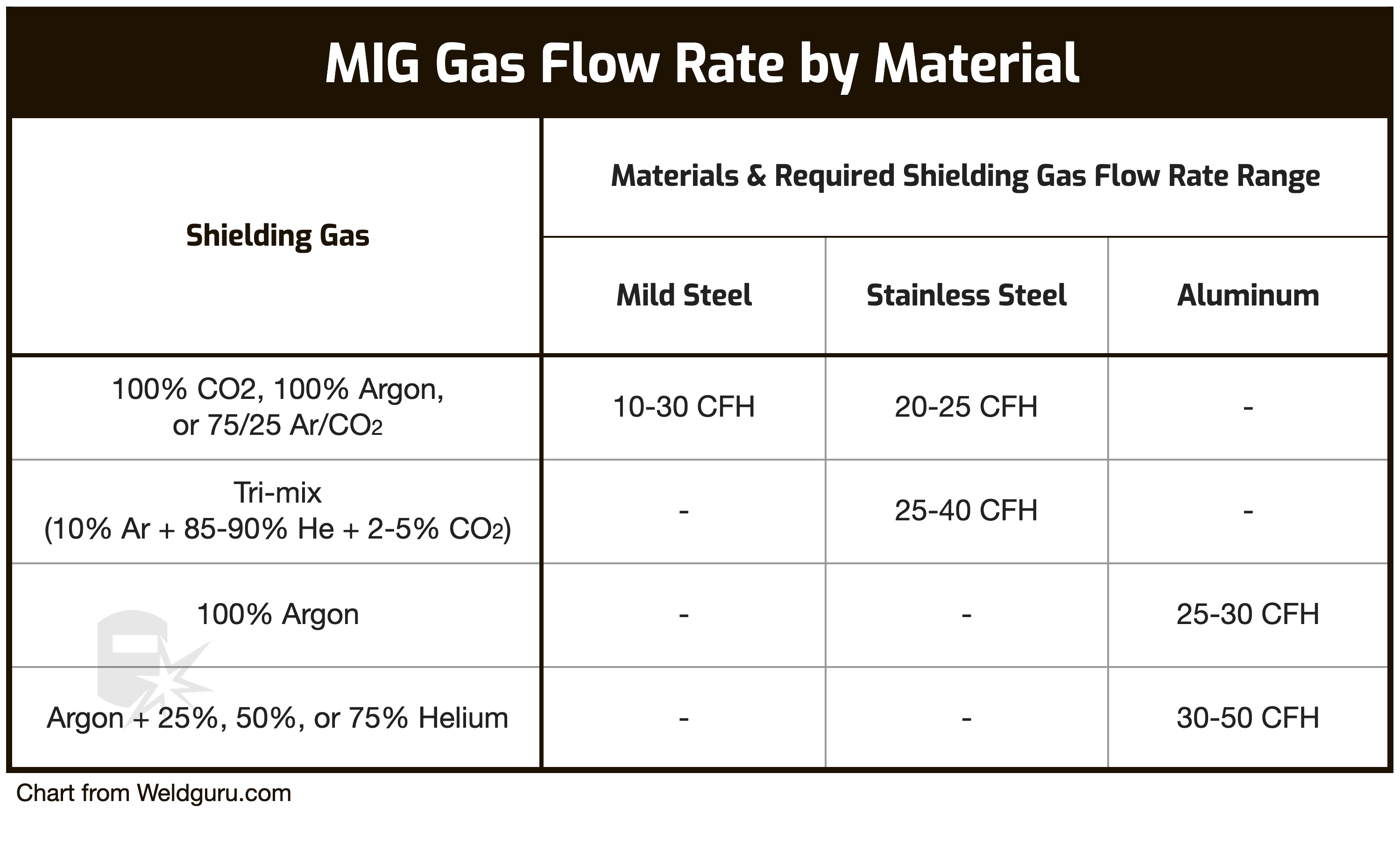
What Is The Correct Gas Flow Rate For Mig Welding?
The ideal gas flow rate for MIG welding typically ranges from 20 to 25 cubic feet per hour (CFH). Adjust the rate based on material thickness and weld position.
How Much Argon Should I Use When Mig Welding?
For MIG welding, use a flow rate of argon between 20 to 25 cubic feet per hour. Adjust based on weld specifics.
What Is The Recommended Regulator Line Pressure Psi For Mig Welding?
The recommended regulator line pressure for MIG welding typically ranges from 15 to 25 psi. Always consult your welder’s manual for specific requirements.
Conclusion
Setting the right argon pressure for MIG welding is key to pristine results. Typically, between 15-25 cubic feet per hour suffices. Remember, precision matters; too much or too little can spoil your weld. Keep gauges in check and adjust for optimal flow.
Your projects will shine with the correct setup. Stay safe, weld smart, and achieve excellence.